Seam
welding can be defined as series of continuous spot welds.
This process is employed for making a continuous joint
between two overlapping pieces of sheet metal.
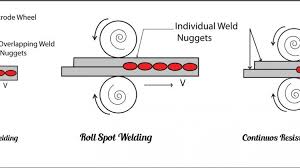
In this process the work to be welded is placed between the
two wheels which apply sufficient mechanical pressure and also carry sufficient
current for producing continuous welds.
The mechanical pressure applied is kept constant and the
current is regulated by a timer.
As the pressure is applied, the drive is started, the welding
current is switched on and simultaneously the overlapping surfaces of the metal
are forced together as fast as they are heated.
The heat is generated due to the flow of current
simultaneously the overlapping surfaces of the metal are forced together as
fast as they are heated.
The heat is controlled by either varying the current or
pressure between the sheets.
The electrodes are made up of copper alloys and water is
circulated in order to dissipate heat from them.
In high speed seam
welding using continuous current, the frequency of the current acts as an
Interrupter
The number of spots obtained per meter of joint are 200 and
400
Welding speed ranges from 0.25
meter to 10 meters per minute
Seam welding is employed for welding
pipes, conduits, tanks, transformers, refrigerators and aircraft. This process
is best used for thickness from 0. 75 man to 3 mm