Ultrasonic welding is a solid state welding process that produces coalescence of materials by the local applications of high frequency (20-60 kHz) vibratory energy as the work piece are held together under pressure No flux or filler metals are used, in electrical current flows through the weld metal, and usually
no heat is applied since vibratory action in ultrasonic welding breaks up and disperse moisture, oxides and other (e.g. insulation) coatings. Normally, degreasing may be the only cleaning required before welding (especially with aluminum).
Welding occurs when the ultrasonic tip or electrode and the energy coupling device, is clamped against the work pieces and is made to oscillate in a plane parallel to the weld interface to produce the weld.
Ultrasonic energy will aid in cleaning the weld area by breaking up oxide films and causing them to be carried away.
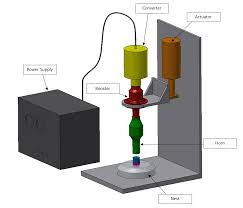
The vibratory energy that produces the minute deformation comes from a transducer which converts high-frequency alternating electrical energy into mechanical energy.
The transducer is coupled to the work by various types of tooling which can range from tips similar to resistance welding tips to resistance roll welding electrode wheels.


